
SERVICE E1426 Air cooler fan damage overcome
After 6 years operation the client was experiencing repeated fan blade failure on air coolers operating on their gas production platform located in the South China Sea. Blades experienced catastrophic failure resulting in damage to the lower tube rows of the air cooler bundles and causing repeated unscheduled shutdowns and loss of production. The platform has a total of 8 air coolers (36 fans & drives) with damage affecting 3 units.
Jord was engaged to undertake a comprehensive failure study to determine the cause of fan blade failures and to establish the action & modifications necessary to attain full reliability of the air coolers.
This study included: Full comprehensive review of the original design of the equipment, site condition assessment, drive alignment, fan set‐up & blade angle, maintenance & operation history Vibration analysis of drive bearings, motors and structure and detailed component inspection, Analysis of environmental conditions, history, prevailing wind direction and speeds; Air flow analysis including identification of structural obstructions and impact on air flow to the coolers Metallurgical and mechanical assessment of failed blade components.
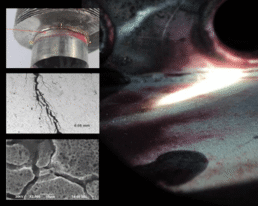
Jord determined the repeated fan blade failure on specific air coolers was due to blade overload resulting from gusting cross winds impacting coolers exposed to prevailing seasonal winds along the outer NW side of the of the platform. Under these conditions, the fans experienced disruption to axial flow causing cyclic loading/unloading of the fixed blade shank each rotation, eventually resulting in fatigue cracking of the blade shank.
Jord prepared a plan which included design changes, more resilient fans, modifications to drive components and an integrated maintenance program to ensure the optimum reliability of the air coolers.
Client Benefits
Client attained a comprehensive and integrated solution that provided design modifications , change of fan design and maintenance package that provided increase life of the fans and the optimum reliability of the air coolers.

Interested in dry cooling systems?


SERVICE E1795 Air cooler debottlenecking despite plotspace limitation
The platform operator required a 20% increase in the performance of the wet gas compressor aftercooler with no additional plot space available and a restriction on maximum lift capacity of 8 tonnes.
Jord undertook thermal simulation and designed a unit that could offer increased duty within the plot space and weight limitations by increasing the number of tube rows from 6 to 9, split bundle design, changing material from CS to lighter duplex stainless steel and optimizing fan and drive.
Jord provided a replacement air cooler that provided a 21% increase in duty and performance with a maximum individual component weight of 7.7 tonnes which could be installed within the same plot area as the original equipment utilizing the cranes installed and available on the platform.
Interested in dry cooling systems?

SERVICE C3499 Noise abatement & performance upgrade of aging air coolers
Jord was engaged to investigate and undertook a comprehensive noise abatement and process performance study to determine means of optimisation.
A combination of low noise cowlings, a modified fan design, upgrading of the drive transmission, a modified fan belt profile, low noise fans and fan tip seals were recommended and accepted.
Jord manufactured and supplied the components and supervised installation and commissioning.
As a result, the noise levels were reduced from 96 dBA to 81 dBA. Thermal performance was increased and the life of these aging units was greatly extended.
Interested in dry cooling systems?
SERVICE C2884 Air cooler asset integrity enhancement
Jord was engaged to undertake a comprehensive failure analysis to determine the cause of failure. Initial analysis of the process fluid indicated that chloride levels were well within the limits for the material selected.
The damaged tubes were not immediately available and analysis was limited to review of the design, materials and manufacturing processes, analysis of vibration, differential expansion and manufacturing stresses utilizing FEA, analysis of chemical composition of external environment and review of air cooler operation
Once tube samples became available, further analysis involved metallographic and chemical examination, SEM/Fractography & EDX analysis, mechanical & corrosion testing and comprehensive metallurgical analysis. Jord’s comprehensive study determined that though the chloride level of the process fluid was below the limit for the selected material, the operating conditions caused localized condensation that increased chloride concentrations to levels well above those of the process fluid and far exceeding that acceptable for utilization of SS316L. The result was stress corrosion cracking of tubes & eventually header bottom plate.
As a result of the analysis, the client engaged Jord to upgrade the bundles from 316L to Incoloy 825. Not just at this facility but also subsequently at other regional sites where similar conditions were identified. The client also revised its specifications to avoid a reoccurrence on future project, thereby greatly improving the reliability and asset integrity.
Interested in dry cooling systems?

SERVICES A377 LNG air cooler train drive enhancement
Salt, sand and dust present in marine, desert or other harsh environments lead to poor fan shaft bearing life. This resulted in regular unscheduled plant shutdowns, interrupting production and generating revenue losses.
Jord undertook a comprehensive R&D project in collaboration with an LNG Producer to develop an integrated bearing assembly that incorporated the fan shaft and bearings in a single common mono‐block housing that is easy to install. This improved seal integrity and resistance to external contaminants.
Client benefits included significant improvement in bearing service life, a reduction in unscheduled shutdowns, improved drive alignment and better spare parts interchangeability relative to a conventional fan shaft and bearing design.
Interested in dry cooling systems?

SERVICE P2345 Refinery air coolers performance assessment and upgrade
Jord was engaged to undertake performance assessment and benchmarking of existing air coolers installed in refinery.
This involved thermal simulation and determining the modifications necessary to increase capacity and reliability to attain optimum performance for the existing equipment and undertake modifications.
Jord designed upgrades to the fan drive to achieve increased airflow including drive modifications, tip seals, inlet bells, fan blade adjustments achieving a 12% increase in duty from the existing air cooler without the requirement for change to any major components of the existing air coolers.
Interested in dry cooling systems?

SERVICE C4592 Repairing failed header plates costing a million dollars a day
Working with the Operator, Jord conducted a root cause analysis of thermal and mechanical design, process fluid testing, material selection and corrosion analysis.
Jord recommended the tube and plate material be upgraded from 316L to duplex stainless steel, using a two-step process to minimise plant downtime.
Firstly, the existing 316L headers were repaired with carbon steel ones so they could be returned to service for the short term. Typically, an air cooler repair of this nature would take 18 weeks. Jord managed to have production restarted within 6 weeks – unprecedented timing for this Operator.
The second step was to replace the units with a permanent duplex solution. This was achieved within just 9 months, made possible by Jord constructing the replacement bundles in its local alliance partner’s workshop.
This was the first time that a locally fabricated air cooler had been installed at this End User’s facility, an additional benefit to this government owned entity. The new cooler was commissioned in 2013 and has been operating efficiently, safely and reliably since.
Interested in dry cooling systems?

SERVICE C7603 Savings generated in the replacement of aging Iraqi air coolers
It sought to minimise the capital cost of doing so by using the existing onsite footprint and motor power.
Jord took a clean sheet approach to the problem, completely redrawing the existing equipment to size up the layout constraints and redefine the cooler geometry. Jord was able to confirm the existing concrete and steel support structures could be relied on for the new project, saving significant capex.
The second problem of a rising ambient temperature was also overcome. Drawing on decades of dry cooling and thermal dynamics expertise, Jord modified the cooler geometry to achieve the desired heat duty within the existing cooler dimensions.
The redesign also enabled a lower fan motor rating, thereby reducing the electrical infrastructure and power draw. This generated substantial additional capex and operating savings.
The project emphasized the importance of working in close collaboration with customers to overcome constraints of both brownfield and greenfield projects, whatever the conditions.
Interested in dry cooling systems?

SERVICE S06 Air cooler hot air recirculation
The client was experiencing a significant drop in performance of the air coolers installed on their platform.
An initial investigation identified that the actual air inlet temperature to the coolers was 75˚C, which was considerably higher than the design ambient of 36˚C. In an attempt to improve performance of the air cooler, the platform operator had installed salt water sprays at the air inlet, significantly corroding tubes and air cooler components, and potentially reducing the life of the air cooler, while providing only marginal performance gain.
Jord identified that hot air recirculation was the probable cause of the loss of performance and undertook comprehensive mapping of the air flow to the air coolers utilizing smoke trials and thermal imaging. Investigation included the impact of the platform structural components on air flow, adjacent exhaust stacks, impact of seasonal variation in the direction and strength of prevailing winds, characteristics of the original ACHE design.
Jord undertook the necessary modification to the air coolers and adjacent platform structure including provision of deck cutouts & utilization of deck grating, construction of baffles and changes to air cooler.
Client Benefit:
Attained the full design duty and performance of the air coolers. |
|
The use of supplementary salt water sprays could be eliminated, significantly increasing the service life and reliability of the air cooler tubebundles, fans and drive. |
Interested in aftermarket and reliability?